
切削工具の参考情報
ダイヤモンド・PCD・PcBNについて
ダイヤモンド・PCD・PcBNについて
単結晶ダイヤモンド
(MCD:Mono crystal diamond、又は Single crystal diamond)
単結晶ダイヤモンドは、炭素からなる鉱物で、天然で最も硬い物質です。漢字では金剛石(こんごうせき)と表記されます。
量の単位は、宝石の重さを表す「カラット(carat)」で表され、1カラット(ct)は0.2グラムです。
単結晶ダイヤモンドには、天然と人工があります。
天然ダイヤモンドは、地球の地下深くの高温高圧の環境下で何億年の長い年月をかけて地表付近までマグマと一緒に押し上げられるまで、様々な環境下におかれるため、個々の個体差が大きくなります。
人工ダイヤモンドは、合成する環境や成長条件を制御できるため、求める質のダイヤを安定的に生産できます。
工業用には人工ダイヤモンドが多く利用されていますが、天然ダイヤモンドの方が耐摩耗性に優れます。
当社では、天然、人工それぞれの特徴を活かしたダイヤモンド工具をご提供しております。
多結晶焼結ダイヤモンド
(PCD:Polycrystalline diamond)
人工ダイヤモンドの微結晶をバインダ(金属やセラミックス)とともに高温、高圧で焼結したもの。
焼結するダイヤモンド粒子が様々な方向に向いているため、単結晶ダイヤモンドにある劈開性(特定方向に対して割れやすい性質)をもたず、どの方向から力がかかっても割れたり、剥がれたりしづらい特長があります。
PcBN:Polycrystalline cubic boron nitride
(多結晶立方晶窒化ホウ素、cBN焼結体)
ダイヤモンドは、金属材料、特に鉄系の機械加工では構成元素である炭素と材料中の鉄組織にダイヤモンドの炭素が拡散浸透してしまい、硬いはずのダイヤモンドが意外に早く摩耗してしまいます。よって、ダイヤモンド工具は、鉄系の材料の加工には向きません。
ダイヤモンドの次に硬い物質は、cBN(立方晶窒化ホウ素(cubic boron nitride)の頭文字、製品名などでは「CBN」と表記しています)という自然には存在しない化合物です。
切削工具に使用されるPcBNは、cBNの結晶粒とセラミックや金属などの結合材を混合して、超高圧・超高温の環境のもと作られます。
常温時の硬さはダイヤモンドに劣りますが、炭素を含まないため、鉄系材料の加工に向いています。
加工材料によりダイヤモンドとPcBNを使い分けることで、それぞれの特長を活かした加工が実現できます。
切削加工・切削工具について
切削加工・切削工具について
切削加工について
刃先を用いて、工具が通ったところを切りくずとして削り取る除去加工の一つ。
切削加工には、回転させた被削材を工具に当てる旋削加工(ターニング)と、固定した被削材に回転させた工具を当てるフライス加工(転削加工、ミーリング)、及び穴あけ加工(ドリリング)があります。
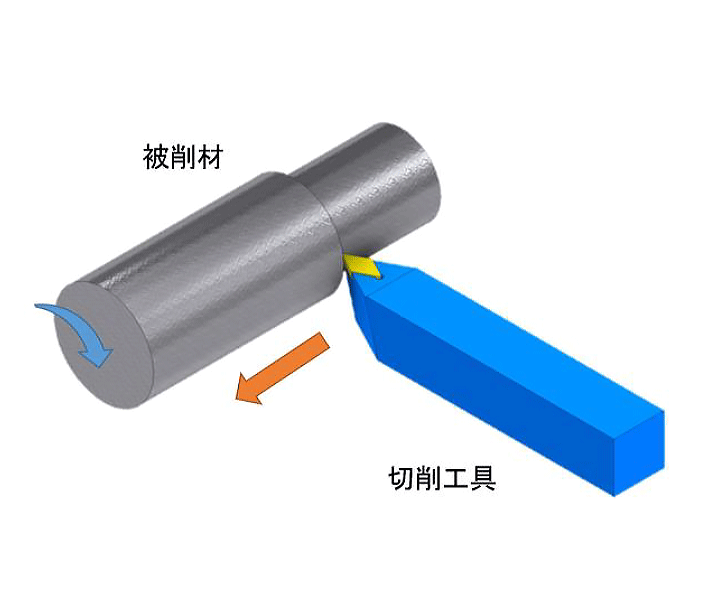
旋盤加工
旋削加工には、丸物加工を得意とする旋盤がよく使われ、円筒または円盤状の丸物の被削材を回転させ、工具を一定の方向に動かしながら当てて切り込む加工。
外径加工や内径加工、テーパー削り、中ぐり、穴あけ、ねじ切り加工、突っ切り加工等を行う。4爪チャックを使うと、角形状などの加工も可能です。
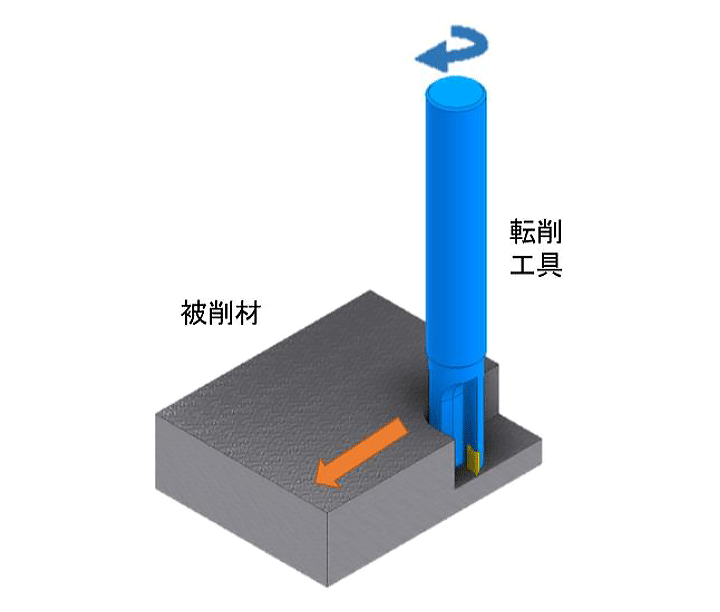
フライス加工
フライス加工には、角物加工を得意とするフライス盤(回転する工具で加工)がよく使われます。工具を回転させながら、前後左右に動く作業台に固定した被削材を加工。
フライス盤を使用し、エンドミル等を取り付け、平面加工、段差・側面加工、ポケット・溝加工、キー溝加工、T溝加工、あり溝加工、曲面削り等を行う。
穴あけ加工
工作物を固定し、工具を回転させて穴を開けたり、整えていく。
穴をあけるためのドリルや、穴をあけた後に穴の内径を所定の寸法に広げたり、穴の内部側面の精度を整えたりするリーマ等が使われます。
切削工具の刃先について
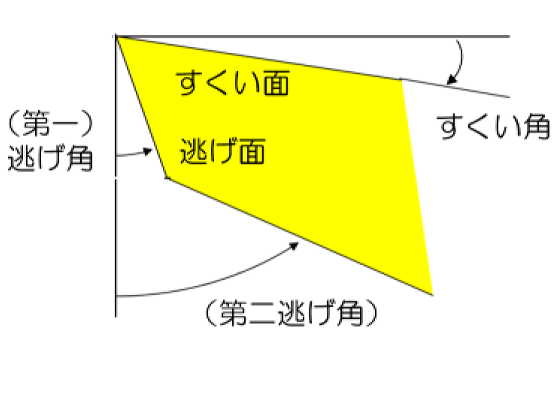
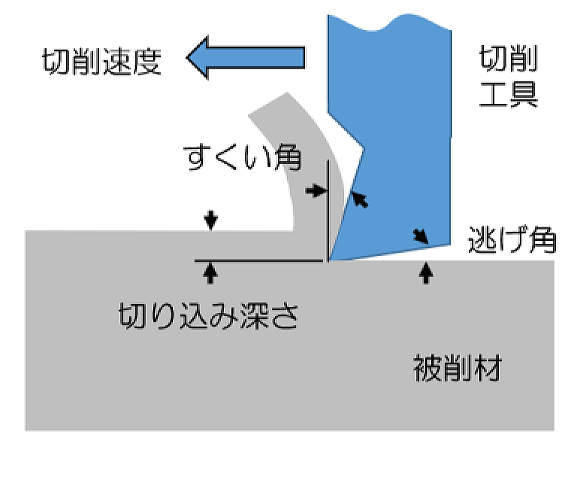
切削工具の刃先には、被削材の切りくずを送り出せるよう角度(すくい角)がついているすくい面と、そのすくい面と垂直方向にある面で切れ刃のみが被削材に当たるように角度(逃げ角)がついた逃げ面があります。
すくい角は切れ味を決め、逃げ角は加工面の仕上がりを決めます。
逃げ面は、被削材との干渉防止のために第二逃げ角をもうけることがあります。
切削工具刃先の断面イメージ
刃先の輪郭度について
線/面の輪郭度とは、JIS(Japanese Industrial Standards:日本産業規格)では、「理論的に正確な寸法によって定められた幾何学的に正しい輪郭からの線/面の輪郭の狂いの大きさ」と定義されている。
刃先にRがついている切削工具の刃先の輪郭度は、W.A.部分のR曲線が、設計通りにできているかを表すもの。小さな値ほど、設計からのずれが小さいことになる。
当社の「アークシード」は、輪郭度50nm以下を実現している。
切削条件について
切削速度(周速)、切り込み深さ、送り速度(送り量)を切削条件といい、旋盤での加工では、工具と被削材には相対的運動が働き、切削条件が寸法精度、仕上がり面、工具寿命等に影響するため、被削材の材質、取り付け方法、機械の性能に合った適切な条件の選択が重要になります。
切削速度(周速)とは、切れ刃部分で被削材を切り取る速さ(切削工具が回転する速度)のことで、被削材の径が大きいほど切削速度も速くなります。
切り込み深さとは、被削材の中心方向へ工具を食い込ませる深さ。切込み深さを大きくすると切削効率は高くなるが大きな力が必要になります。
切り込み深さが小さいと、一般的に背分力が大きくなりびびりの原因になります。
送り速度(送り量/テーブル送り)とは、工具が1回転当たりに進む距離。工具が移動する速度ともいいます。移動速度が速いと切削効率は高くなるが、加工面は粗くなります。
切削加工のイメージ
切削工具の種類
切削工具の種類
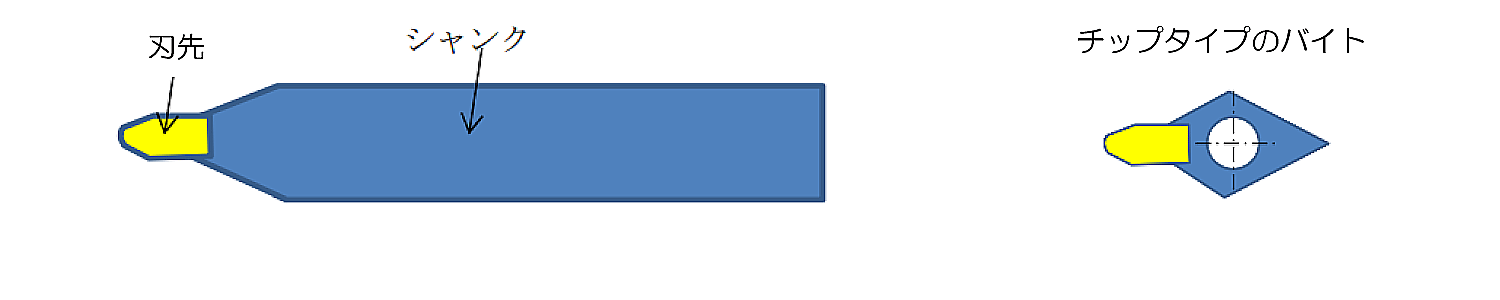
バイト
基本的な構造としては刃先とシャンク(導体部分)からできており、旋盤で使用するための切削工具。
シャンクを旋盤に取り付け、回転させた被削材に押し当てて加工する。
刃先とシャンクの一体型以外にも、刃先を付けたチップシャンク(中軸)をねじでホルダーに取り付けるタイプや、大型のフォルダーにならない様に工夫したネジ止めなどで固定して使うチップタイプ(中軸タイプ)の小型のバイトなどもある。
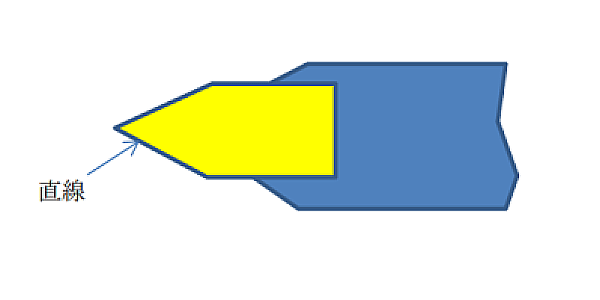
剣バイト
刃先が2つの直線の刃で構成されたバイト
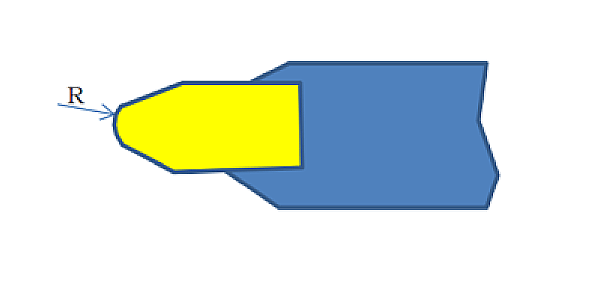
Rバイト(先丸剣バイト)
刃先がR形状で構成されたバイト
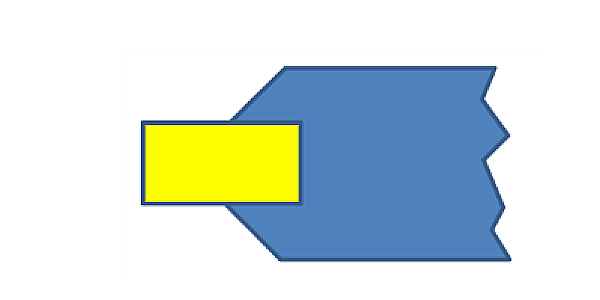
平剣バイト(平バイト)
刃先が平らで直線の形状のもの
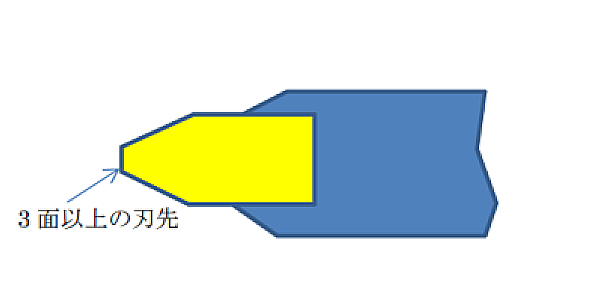
多角バイト
刃先が3面以上の多角形状バイト
右勝手・左勝手
汎用旋盤(手動で、X軸とZ軸の加工軸を持つ工作機械)で使うバイトは、刃先をシャンクに対して左右どちらかに傾けているものがあります。
被削材を正転(心押し台から主軸を見た時に反時計回り)にし、バイトを右から左に動かして被削材を削る際に使用するバイトを「右勝手」のバイト、バイトを左から右に動かして被削材を削る際に使用するバイトを「左勝手」のバイトと呼びます。(心押し台:チャックと反対側から被削材の端を抑える台)
どちらにも傾けてないものは「勝手なし」で、右勝手としても、左勝手としても使用できます。
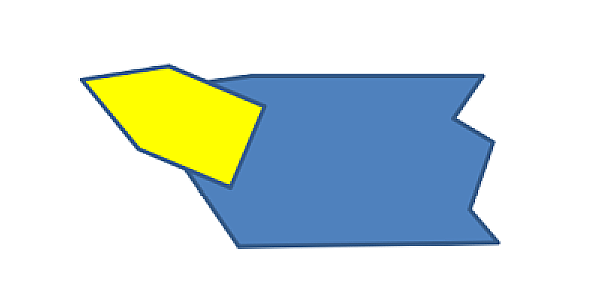
刃先が剣バイトのものは、剣勝手バイト(斜剣バイト)、刃先にRがついているのものは、R勝手バイト(先丸斜剣バイト)と呼びます。
剣勝手バイト:右勝手
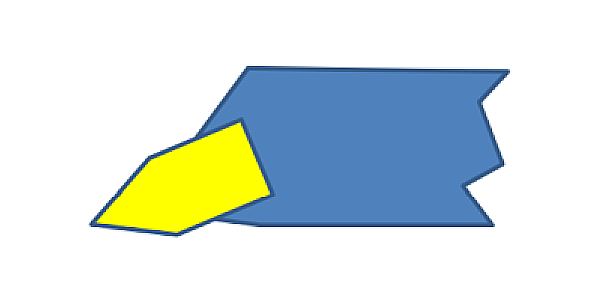
剣勝手バイト:左勝手
エンドミル
フライス盤に取り付け、前後左右に動く作業台に固定した被削材を回転させながら加工するミーリングツールの一種。
軸方向に推進し穴を開けるドリルに対し、側面の刃を使い加工する。
軸に直交する方向に穴を削り広げ、端面を滑らかにする仕上げ、金型などの被削材を、穴、溝、平面及び三次元曲面など多様な形状の加工が可能で、表面精度の高い仕上げ加工ができる。
フラットエンドミル(先端形状が平坦なもの)、ボールエンドミル(先端が円弧状のもの)、ラジアスエンドミル(底刃にコーナーRがついたもの)等があります。
リーマー
ドリルで予め開けた穴の内径を所定の寸法に広げたり、穴の内部側面の精度を整えたりする。
ボール盤の主軸に取り付け回転させながら、テーブルに固定した被削材に向けて下ろし、穴の加工を行う。
旋盤やフライス盤等他の加工機でも穴あけ加工をできるが、ボール盤は穴あけに特化している。
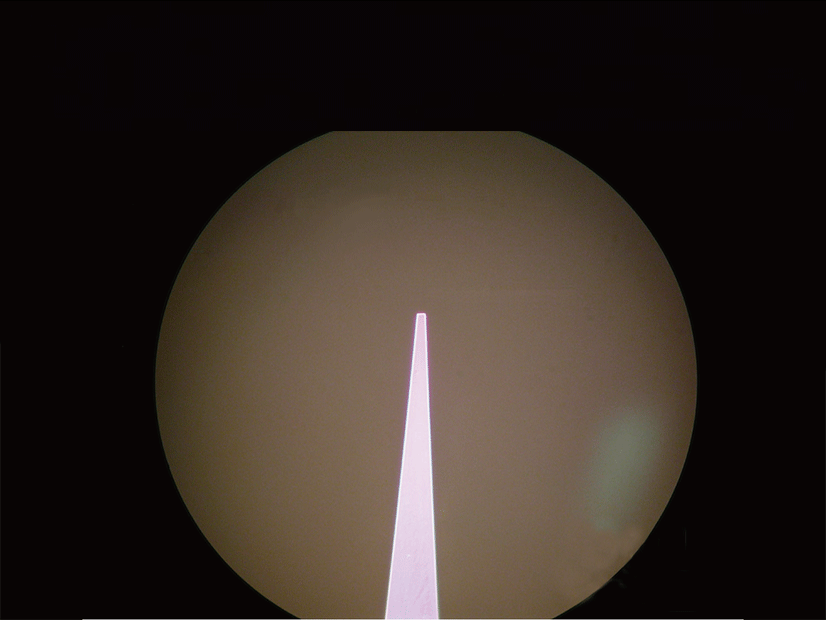
MCD(単結晶ダイヤモンド)バイトの刃先形状例
MCD(単結晶ダイヤモンド)バイトの
刃先形状例
| バイト種 | 刃先形状 | ワーク・加工例 |
|---|---|---|
| 剣バイト |  |
光学素子金型、フレネルレンズ金型、プリズムシート金型、導光板金型 |
| 微細R バイト |
 |
光学素子金型、コンタクトレンズ、眼内レンズ、加速管セル |
| Rバイト |  |
レンズ金型、コンタクトレンズ、平面加工、自由曲面加工 |
| 非球面R バイト |
 |
FPDフィルム金型、プリズムシート金型 |
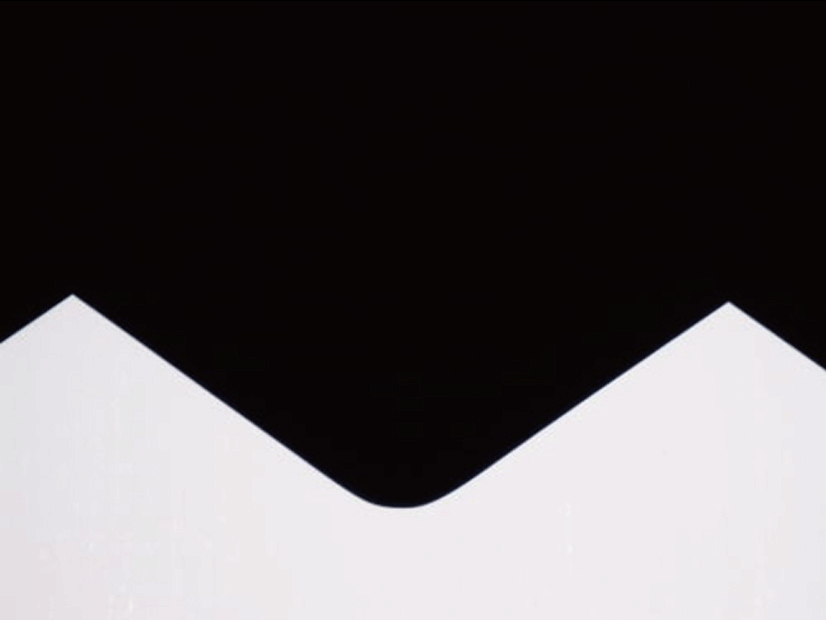
| 逆R バイト |
 |
導光板金型 |
| ボール エンドミル |
 |
マイクロレンズアレイ、特殊ポリゴンミラー |
| 平バイト |  |
印刷機感光ドラム、カメラ鏡筒、装飾加工 |
| 微細 バイト |
 |
光学素子金型、FPDフィルム金型、微細溝加工 |
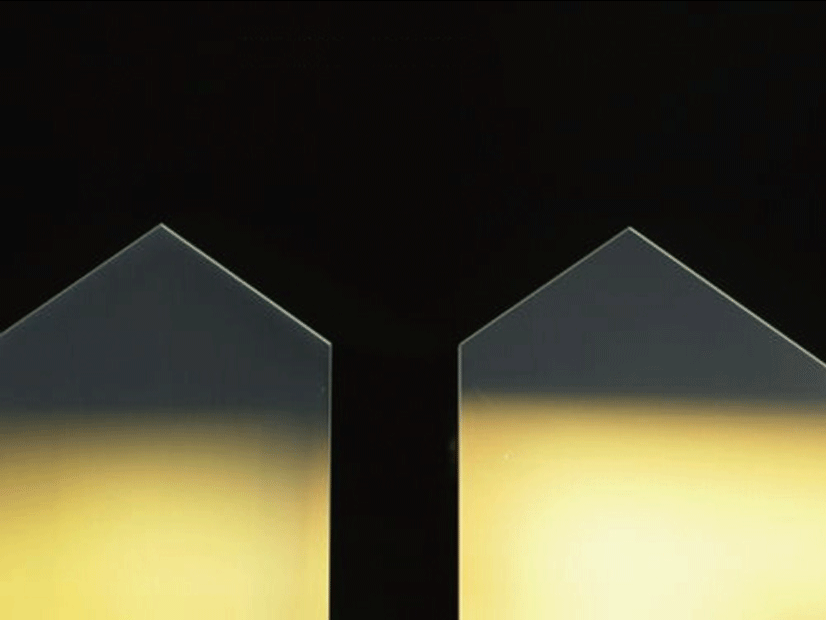
| 総形2刃 バイト |
 |
1つの単結晶ダイヤモンドに2つの山を作ることで、加工効率が向上します。 |
| 並列2刃 バイト |
 |
2つの刃を並行に配置し、粗加工と形状転写加工を同時に行え、形状違いや高さ調整にも対応可能。 |